2. 喷嘴偏移导致探头失败
在主动调平开始时的探头期间,固件测量print core 1和print core 2之间的喷嘴Z发生偏移。每当测量值超出可接受范围时,固件将触发此错误。如果喷嘴或玻璃板上存在遗留材料,这会直接导致Z偏移的测量值超出。
针对此问题解决方法如下:
1. 清洁print core和玻璃板
2. 手动调平
注:由于此错误基于电容传感器测量的值,因为此错误与硬件无关。当电容器出现故障时,可能会出现以下错误——
1)报告显示ER38错误;
2)喷嘴偏移探头发生故障。请立即检查喷嘴和热床,然后重试。
3. 喷嘴偏移导致探头失败
固件检测Z值,并将其与print core 1和print core 2进行比较,如果该值超过可接受的限制,固件将会在主动水平的3点检测期间(用来确定喷嘴Z高度)报出此错误。
针对此问题解决方法如下:
1. 清洁print core和玻璃板
2. 手动调平
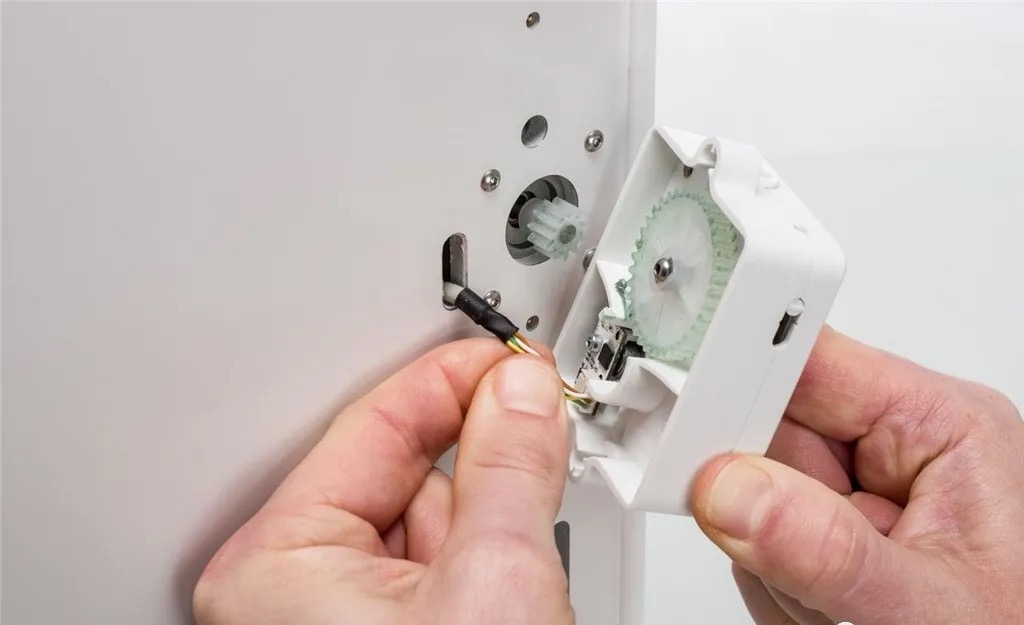
3. 执行提升开关校准
4. 确保加热床值没有设置得太高
在多次遵循手动调平程序后,加热板弹簧可能会产生松动,从而导致床过高。此时需要逆时针转动三个卡紧螺母以拧紧螺钉。加热床底部与铝底板顶部之间应有约14mm的距离。现在,再次执行手动调平,然后主动调平,就可以得到相应解决。