工业皇冠的明珠
航空发动机被誉为工业皇冠上的明珠,是一个国家工业实力的集中体现。航发是典型的资金密集型和技术密集型产业,门槛相当高,具有独立研制先进航发的国家更是很少,主要由美英德法国家控制着整个航空发动机的设计、生产、制造、维修。
航空发动机为飞机提供,是关系到飞行安全的关键部件。与其他生产或维修行业相比,航空发动机维修行业具有极高的资本要求和行业技术壁垒,维修流程及要求复杂,维修费用昂贵,维修时间要求严格等。

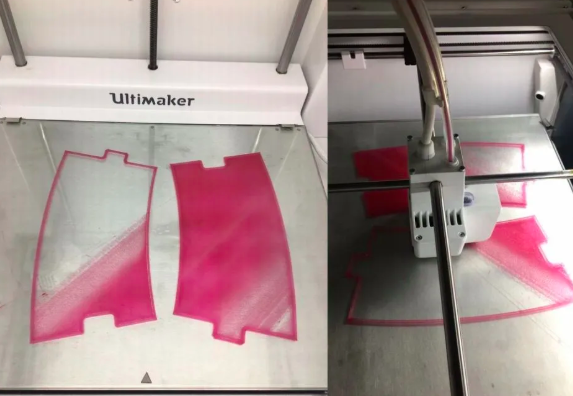
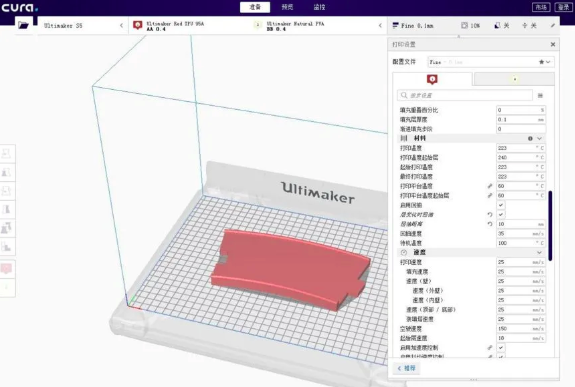
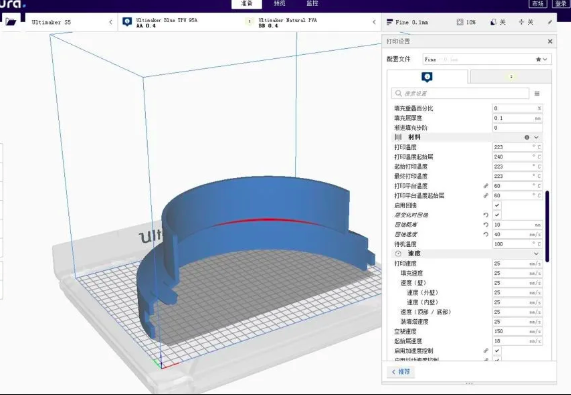
航空发动机保护盖封口的3D打印应用
为什么要使用TPU 95A作为航空发动机的保护盖封口盖?TPU 95A 材料具有卓越的高张力、高拉力、强韧和耐老化的特性,是一种成熟的环保材料,广泛应用在不同的行业。
TPU 95A由于其优良的弹性和耐磨性,用在航空发动机保护盖方面,可以有效地将零部件的开口处保护起来,避免外来物损伤。
作为一款优质的3D打印材料,特别是应用在航空航天领域,要求材料具有环保性、成本低廉、质量稳定性强的特点。对于小批量制作定制保护套有非常明显的优势。
为什么这么说呢?传统来讲,大量的飞机零件由于其开口处较多,通常是由OEM (Original Equipment Manufacturer,原始设备制造商)提供保护套,这些零件广泛的在世界范围内周转,为了保证在转运维修过程中零件不发生损坏及避免外来物损伤,零件必须经过合理的保护,特别是开口处的封堵。而这些保护套由于是定制的,并且作为一种零件的衍生品进行销售,其购买成本不菲,公司又不得不购买以确保零件周转过程的安全。

打印失败的情况总结
1. 目前工程师经历了两种打印失败的情况,一种是打印效果像毛毯一般的质地,这种效果不能严格意义上来说是失败,只是效果不是预期的。为什么会有打出来像毛毯垫子一样的效果呢?

毛毯表面粗糙,材料从喷嘴挤出后由于其机器运转速度过快,在表面就像刮了过去,留下一点材料,在多次打印层叠过程中,材料相互刮来刮去,就产生这种意外的,奇妙的效果。
所以,在Ultimaker Cura设置中,为了保证打印效果符合预期,我们在速度方面不可以设置得太快,一般速度可以调节到100%-120%,工程师尝试使用150%-200%的打印速度,时间可以节约一半,但是出来的效果就无法接受,还是要看具体的应用需求。这点上,需要多留意,不可过分贪心速度,希望大家都能明白,在3D打印来说,速度和精度是个悖论。
2. 大家在打印过程中有没有经历过,在打印过程中TPU 95A材料在未打印区域会发生材料流出的现象,造成这种现象的原因是什么呢?
根据我的经验,我们可以从三个方面来考虑这个问题。
 模型设计问题
模型设计问题
模型的设计决定了材料打印过程中有哪些地方需要支撑,悬空部分就会使用支撑材料(比如PVA),在两种材料相互切换过程中,就会发生两种材料夹层现象。待打印完毕后,有PVA材料夹在TPU 95A中虽然难以避免,但是可以尽可能减少这种情况。
方法就是在喷头转换时先打印些材料出来,保证打模型的材料质量优质。并尽可能地将喷头靠近要打印的模型位置,避免在空驶过程中,材料流出造成拖料,拖料温度高会非常容易夹在其它材料内。所以模型的设计应该尽可能考虑使用少的支撑。
TPU 95A材料回抽问题
前面已经讲过,TPU 95A材料容易流动,在待打印状态时会慢慢流出来,所以在Ultimaker Cura设置中,要将回抽距离稍微修改下。工程师的建议是在10mm, 增加回抽距离,同时将风扇的转速稍微提高,从原来的35%升到50%,可以得到较高品质的打印效果。
 平台涂胶水问题
平台涂胶水问题
这是个有时会被忽略的问题,TPU 95A材料虽然比较容易粘结在玻璃板上,但是也受不住在平台温度70度的情况下一直保持巍然不动。胶水是一定要涂抹一些的,建议使用固体胶棒,稍微涂抹一层薄薄在玻璃板上即可。有人曾说,不涂又能怎么样呢?事实证明,分分钟打脸,不涂抹胶水的平台,待打印进行一会就会发生材料底部卷边翘起的状态,材料发生变形,影响打印,所以实际操作中还是要严格遵守这些经验的总结。